The secret of Swissbit product quality: Part I

One of the main causes for electrical failure is bad electrical connection of the components to the PCB. With many hundreds of fine pitch interconnects the soldering process and the printed circuit board play an important role to creating long lasting, reliable connections that withstand frequent temperature changes, shock and vibration as well as corrosion by aggressive environments.
The degradation of interconnects can lead to field fails in the application. To prevent these fails Swissbit performs an intensive set of tests to verify the quality of the PCB and the solder joints. The Swissbit process to guarantee the quality of the final products is threefold:
- Extensive qualification process with accelerated environmental tests
- Continuous 100 % outgoing test of the production
- Sample in-depth analysis
1) Qualification testing
Swissbit submits a high number of product samples to various environmental stress test. These are:
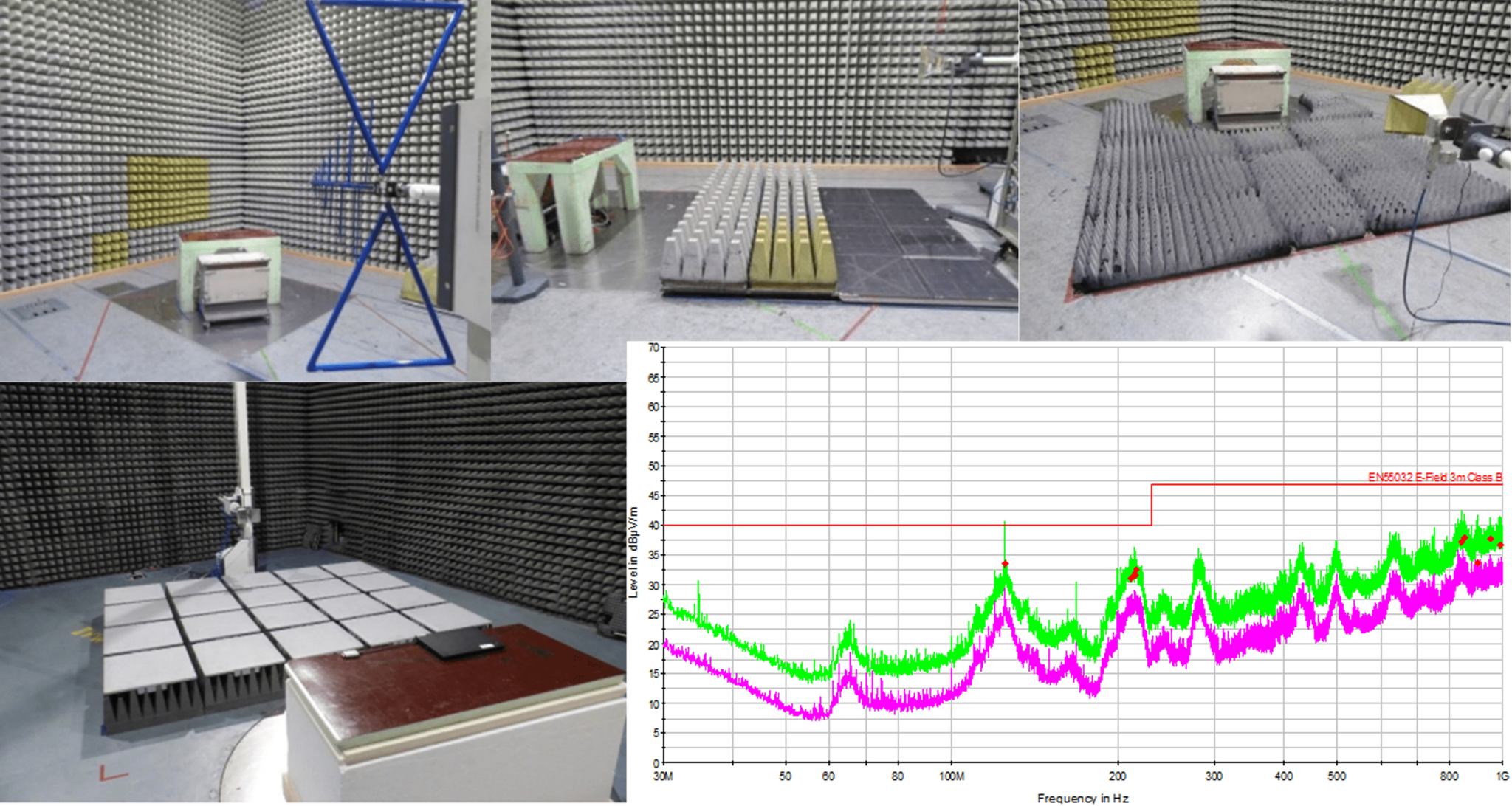
Electromagnetic compatibility
The testing proves that the emission of the electronic signals stays below the compliance limits and that influence of external radiation or electric discharge does not harm the product or disturb the operation.
- Radiation emission
- Radiation immunity
- ESD immunity using HBM, CDM and MM conditions
- CE / FCC / KCC compliance testing
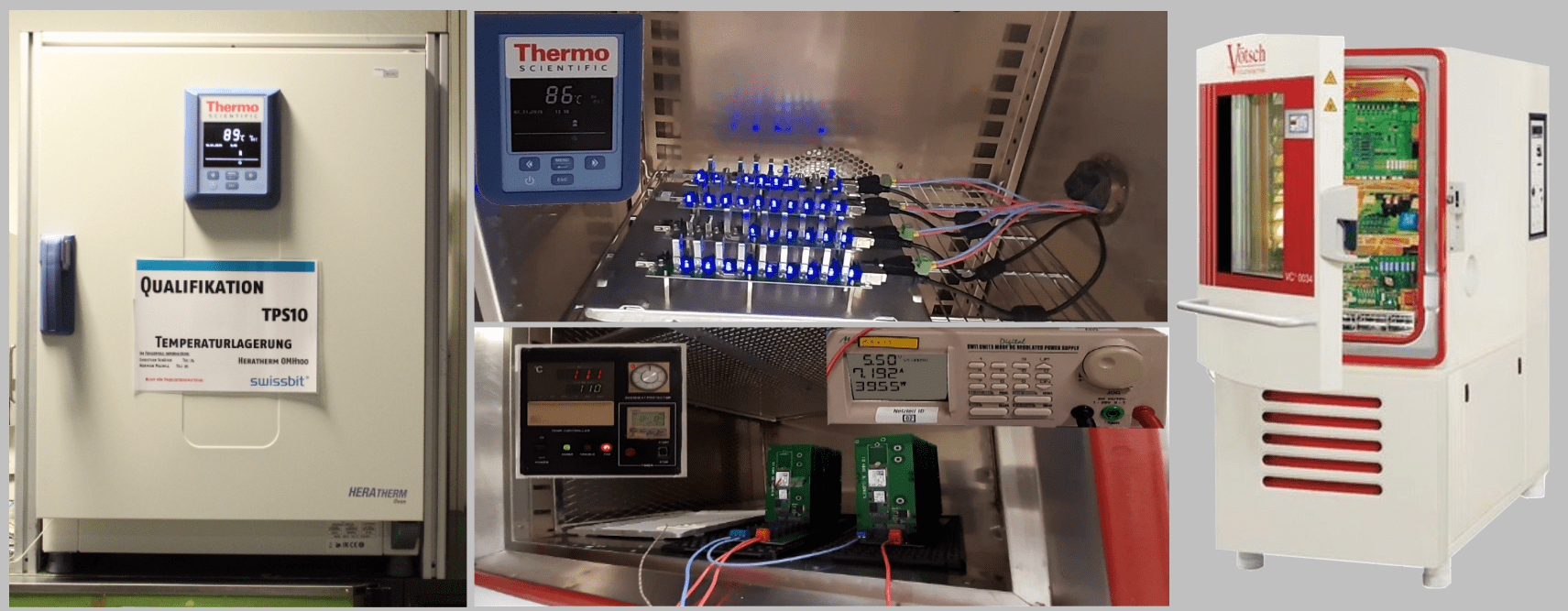
Environmental testing
The environmental testing simulates more than 15 years of operation under aggressive environment by accelerated stress application according JESD94.
- Temperature Cycling TC (-40°C to 125°C, 1000 cycles)
The wide and fast temperature swing with up to 15 k/min applies extreme stress to the solder joints and verified the PCB design, the solder process, the component packaging and the effectiveness of underfill. - Temperature-Humidity Bias THB (85°C, 85 %R.H., 1000h, voltage biased)
High temperature in combination with humidity and electrical voltage stresses the interconnects and simulates operation in rather tropical environment. - Low temperature operated life LTOL (-40°C, 1000h)
The product is fully operated with close to the end application pattern and tested at lowest spec temperature to verify the electrical design and reliability at the low temperature corner. - High temperature operated life HTOL (105°C, 1000h)
The product is fully operated with close to the end application pattern and tested at the highest spec temperature to verify the electrical design and reliability at the high temperature corner. - Pressure Cooker Test (PCT)
The test method verifies primarily the moisture resistance and robustness. It applies high temperature, condensing, high humidity atmosphere under pressure to force moisture into the packages.
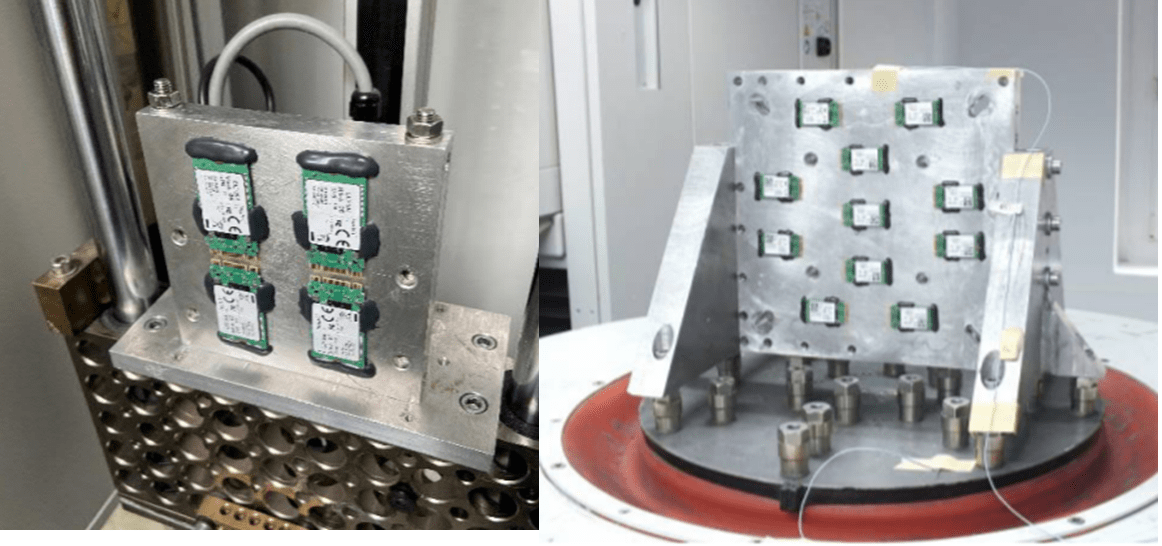
Robustness stress testing
The scope of these tests is to prove the robustness of the design and the solder joints.
- Shock and vibration (1500 g shock, 50 g vibration, high number of samples)
Especially for industrial products the immunity against shock and vibration is mandatory and needs to be verified - Free fall (0.8 m to 1.5 m on cement or steel plate on all faces, corners and edges)
This simulates the unwanted, but realistic drop of a product from a work bench to a hard factory floor and verifies the robustness of the product and packaging. - Hazardous gas test (H2S & SO2, each 10 days)
Swissbit products undergo an accelerated corrosive gas test to check reliability of the contacts, the PCB vias and the solder joints. The Swissbit test conditions are among the most critical in the industry. - Corrosion Test - verifies device components do not corrode when exposed to an environment that simulates the effect of seacoast atmosphere (NaCl).
- Bend/Torque test: Swissbit’s SD and microSD memory cards are verified to withstand bend and torque with three times overload to the standard.
Part 1 has explained all the tests that Swissbit performs before a product is released for production. Part 2 will show the ongoing measures to maintain the product quality once volume production has started.
Convince yourself of our expertise.

Lars Lust is Chief Executive of Swissbit Germany AG and has been acting as General Manager APATS (Advanced Packaging, Assembly and Test Solutions) since April 2019. He is responsible for manufacturing in Berlin furthermore Research and Development activities of Swissbit Germany AG. Prior to that, he served as Director Engineering [&] Development. Before joining Swissbit in 2011, he worked at ELBAU GmbH (later First Sensor and now TE Connectivity) on the development and manufacture of highly specialized sensor systems and electronic components. Lars brings 20 years’ experience in microsystems technology and holds a degree in Microsystems Engineering from the University of Applied Sciences, Berlin.
Receive the latest news and announcements about storage and security solutions as well as current events and new products.